

Методы термообработки Железобетонных изделий ЖБИ на практике.
Термовлажностная обработка один из важнейших процессов при производстве железобетонных изделий.
Данный процесс требует точного соблюдение всех технологических параметров — время выдержки, скорость подъема и снижение температуры внутри пропарочной камеры, от которых прямую зависит качество готовой продукции.
На сегодняшний момент существуют два основных способа термообработки:
1. Термообработка паром, т. е. данный режим осуществляется при помощи парогенераторов или при помощи паровой котельной.
Процесс заключается в том, что бы пар из котельной предприятия или из парогенератора по паропроводу направить в пропарочную камеру и в соответствии с технологическим режимом произвести выдержку изделия в камере термообработки.
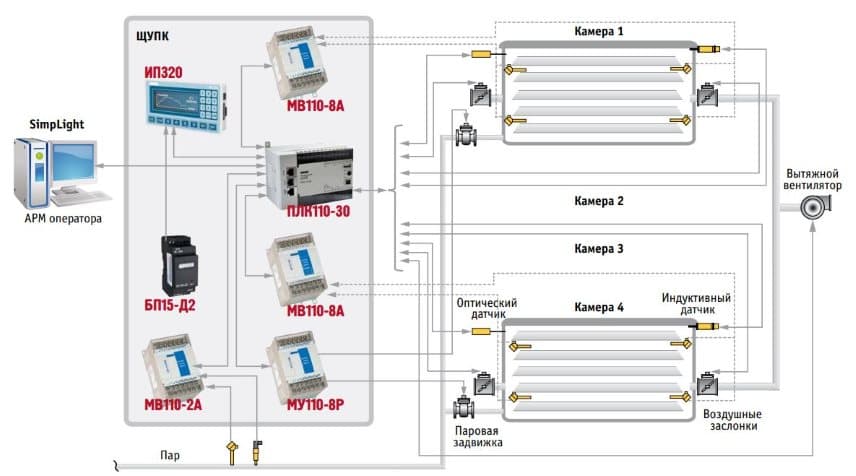
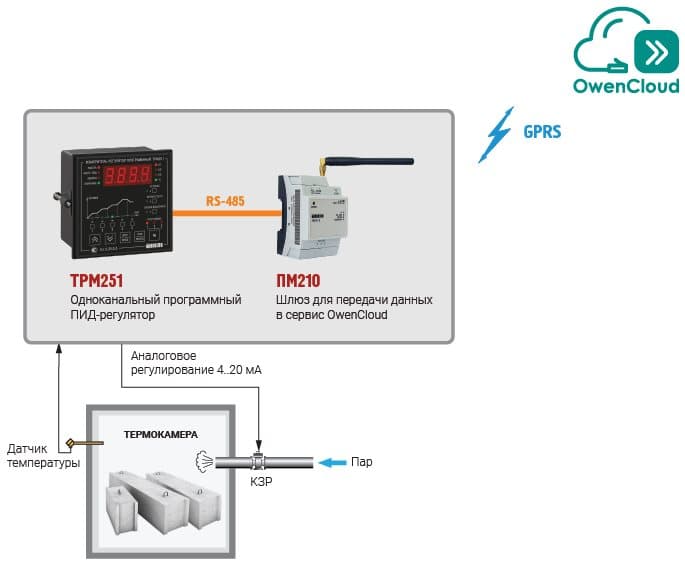
Для этих целей обычно на подведенный к камере паропровод устанавливают регулировочный седельный клапан типа КПСР серия 200 (диаметр и условная пропускная способность, Kvy, м3/ч определяет размер камеры и технологическая карта), который производит дозировку подачи пара для исполнения температурного цикла. Управление регулировочным клапаном осуществляет измеритель-регулятор ОВЕН ТРМ251 или если есть необходимость управления группой клапанов, то применяется программируемое устройство типа ОВЕН ПР200 или ОВЕН ПЛК160. Приборы измеряют температуру в камерах и, в соответствии с режимом термообработки, исполняют программу технолога. Исполнение всех температурных циклов архивируется с помощью архиватора ОВЕН МСД200 и передается на верхний уровень в SCADA систему (АРМ диспетчера или технолога), также возможно создание базы данных в оболочном сервисе OwenCloud.
или Упрощенная система для пропарочных камер.
Если коротко, то примерно такой метод термообработки применяется при производстве ЖБИ. Однако нужно сказать, что выше приведенный метод имеет ряд недостатков:
— работа паровой котельной или парогенератора всегда требует водоподготовки.
— рабочие цеха имеют повышенную влажность, в следствие чего повышается износ конструкций здания, а также увеличивается риск выхода из строя различного технологического оборудования.
Во многих случаях экономически выгоднее термовлажностная обработка продуктами сгорания природного газа.
2. Термообработка продуктами сгорания природного газа, о ней мы поговорим более подробно.
Рекомендации к СНиП 3.09.01-85 Пособие по тепловой обработке железобетонных изделий продуктами сгорания природного газа
В системе термообработки ЖБИ участвуют следующие технологические элементы: воздухонагреватель ВСУ, пропарочная камера, газоход, вентиляторы и дымоход с вытяжкой трубой.
1. В теплогенераторах получают продукты сгорания путем сжигания природного газа;
2. Далее продукты сгорания поступают в конфузор, где после смешивания с воздухом образуют теплоноситель заданной температуры;
3. Теплоноситель поступает в камеру, где происходит термовлажностная обработка железобетонных изделий. В пропарочной камере теплоноситель обтекает штабели железобетонных изделий и нагревает их до заданной температуры. При необходимости дополнительного увлажнения, производится впрыск влаги;
4. В процессе термообработки происходит рециркуляция газово-воздушной смеси, ЗА СЧЕТ ЭТОГО ДОСТИГАЕТСЯ ЭФФЕКТ ЭКОНОМИИ, которая непрерывно отбирается из камеры и поступает в нее вновь нагретой до нужной температуры;
5. После прогрева изделий в течение требуемого времени выключают теплогенератор ВСУ, охлаждают изделия, вентилируют камеру и открывают крышку.
Рекомендации к СНиП 3.09.01-85 Пособие по тепловой обработке железобетонных изделий продуктами сгорания природного газа
Энергосберегающие технологии и оборудование компании «ЭТ» для термовлажностной обработки ЖБИ основаны на использовании природного газа (средний расход на тепловую обработку 1м3 ЖБИ составляет 5-10 м3).

БЛОК АВТОМАТИЗАЦИИ
Аппаратно программная часть выполнен совместно с компанией «Энергосберегающие технологии» — производителем и разработчиком системы для термовлажностной обработки газом на основе воздухонагревателя смесительного ВСУ и состоит из рабочего места технолога (диспетчера) АРМ и комплекта (комплекса) свободно программируемых устройств ОВЕН которые осуществляют технологический режим.
Термовлажностная обработка ЖБИ протекает в программном режиме. Вначале изделия отлеживаются при температуре 20-30°С в течении 2-х часов, далее происходит программный подъем температуры до 40-60°С с последующей изотермической выдержкой в течении 2-3 часов. После чего осуществляется программный подъем температуры в камере термовлажностной обработки до 80-90°С и последующая выдержка в течении 6-8 часов.
Решаемые задачи:
Полномасштабная АСУ ТП, включающая систему автоматического регулирования (САР), систему блокировок и защит. АСУ ТП осуществляет информационное обеспечение работы оперативного персонала, специалистов и руководителей, автоматическое управление работой оборудования ВСУ, дает возможность задавать параметры автоматического режима.

Состав и структура системы автоматизации:
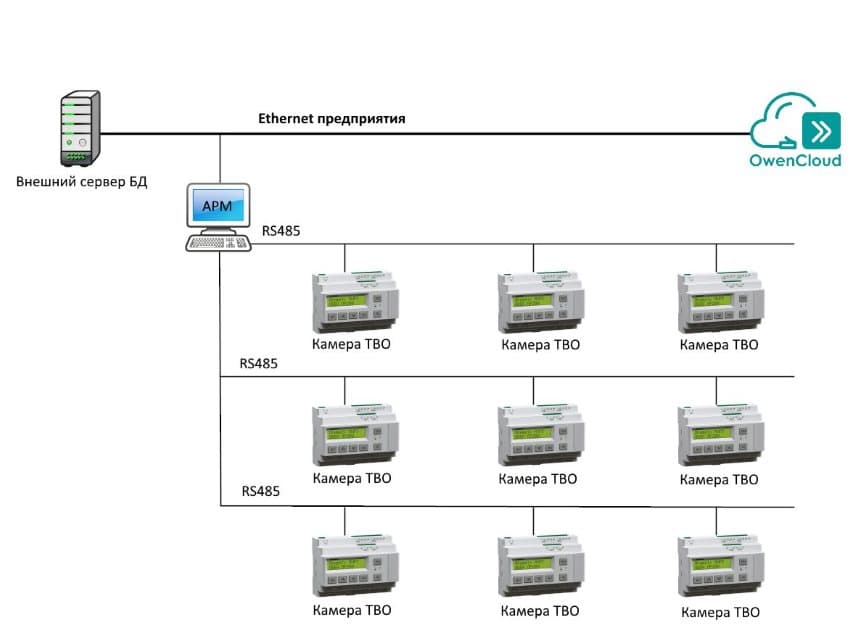
Система состоит из операторского АРМ (промышленный компьютер с двумя 4-х портовыми платами интерфейса RS-485 и 20-и дюймовым LCD монитором), к которому по сети ModBUS RTU подключены контроллеры ОВЕН ПР200 или ОВЕН ПЛК110 (для более сложных систем). Контроллеры ОВЕН, в свою очередь, выполняют контроль, управление, блокировку и защиту аппаратов. АРМ подключен к локальной сети предприятия для обеспечения доступа к системе с верхнего уровня и передачи данных во внешнюю базу данных.
Программное обеспечение АРМ и контроллеров: вертикально-интегрированная SCADA и Softlogic система Master SCADA. Также есть возможность параллельного подключения к облачному сервису OwenCloud.
Реализованные функции:
- · автоматизированное управление воздухоподогревателями с поддержанием заданных параметров в рабочем режиме;
- · логическое управление технологическим оборудованием;
- · безопасное отключение оборудования при возникновении аварийных ситуаций (технологической защиты);
- · дистанционное управление исполнительными устройствами;
- · автоматизированное управление операциями пуска и останова;
- · непрерывная диагностика подключенного оборудования;
- · экспорт данных в систему верхнего уровня.
Преимущества:
- · снижение процента брака за счет повышения качества управления и регулирования процесса;
- · экономия топлива (газа) за счет оптимизации процесса.
![pvt100__n4[1]](https://owen-ufa.ru/wp-content/uploads/2017/02/pvt100__n41-150x300.jpg "pvt100__n4[1]")
![b3b14bfe5976d54c[1]](https://owen-ufa.ru/wp-content/uploads/2017/02/b3b14bfe5976d54c1-182x300.jpg "b3b14bfe5976d54c[1]")
![modem_pm210_c_antennoi_i_shtrix-kodom[1]](https://owen-ufa.ru/wp-content/uploads/2017/11/modem_pm210_c_antennoi_i_shtrix-kodom1-300x223.png "modem_pm210_c_antennoi_i_shtrix-kodom[1]")
![mv110-224.16dn-[m01][1]](https://owen-ufa.ru/wp-content/uploads/2017/02/mv110-224.16dn-m011-240x300.png "mv110-224.16dn-[m01][1]")
















